

ਸਮੱਗਰੀ ਦੇ ਆਕਾਰ ਦੇ ਆਧਾਰ 'ਤੇ ਲੱਕੜ ਦੇ ਸ਼ਰੇਡਰ ਮਸ਼ੀਨ ਨੂੰ ਕਿਵੇਂ ਚੁਣਨਾ ਹੈ?
ਲੱਕੜ ਦੇ ਟੁਕੜੇ ਕਰਨ ਵਾਲੇ ਦੀ ਕਾਰਗੁਜ਼ਾਰੀ 'ਤੇ ਪਦਾਰਥ ਦਾ ਆਕਾਰ ਅਤੇ ਇਸ ਦੇ ਪ੍ਰਭਾਵ ਨੂੰ ਸਮਝਣਾ
ਉਪਕਰਣਾਂ ਦੀ ਚੋਣ ਵਿੱਚ ਅਧਿਕਤਮ ਸ਼ਾਖਾ ਵਿਆਸ ਹੈਂਡਲਿੰਗ ਦੀ ਭੂਮਿਕਾ
ਲੱਕੜ ਦੇ ਸ਼ਰੈੱਡਰ ਦੀ ਚੋਣ ਕਰਦੇ ਸਮੇਂ, ਕਿਸੇ ਨੂੰ ਸਭ ਤੋਂ ਪਹਿਲਾਂ ਇਹ ਤੈਅ ਕਰਨਾ ਪੈਂਦਾ ਹੈ ਕਿ ਉਹ ਕਿਸ ਕਿਸਮ ਦੀਆਂ ਮੋਟਾਈਆਂ ਦੀਆਂ ਸ਼ਾਖਾਵਾਂ ਨਾਲ ਸਭ ਤੋਂ ਵੱਧ ਨਜਿੱਠਦਾ ਹੈ। ਨਰਮ ਲੱਕੜ ਦੇ ਸਮਾਨ ਆਕਾਰ ਦੇ ਮੁਕਾਬਲੇ ਲਗਭਗ 3 ਇੰਚ ਮੋਟੀਆਂ ਕਠੋਰ ਲੱਕੜਾਂ ਨੂੰ ਲਗਭਗ 30 ਪ੍ਰਤੀਸ਼ਤ ਵਾਧੂ ਸ਼ਕਤੀ ਦੀ ਅਸਲ ਵਿੱਚ ਲੋੜ ਹੁੰਦੀ ਹੈ। ਇਸਦਾ ਮਤਲਬ ਹੈ ਕਿ ਕਿਸੇ ਨੂੰ ਆਪਣੇ ਸਾਜ਼ੋ-ਸਾਮਾਨ ਨੂੰ ਨਿਯਮਿਤ ਵਰਤੋਂ ਦੌਰਾਨ ਖਰਾਬ ਹੋਣ ਤੋਂ ਬਚਾਉਣ ਲਈ ਸਹੀ ਮਸ਼ੀਨ ਦੀ ਚੋਣ ਕਰਨ ਵਿੱਚ ਬਹੁਤ ਮਹੱਤਵਪੂਰਨ ਭੂਮਿਕਾ ਅਦਾ ਕਰਦੀ ਹੈ। ਜ਼ਰੂਰਤ ਤੋਂ ਵੱਡੀ ਮਸ਼ੀਨ ਦੀ ਚੋਣ ਕਰਨਾ, ਸਿਰਫ਼ ਇਸ ਲਈ ਕਿ ਕਦੇ-ਕਦਾਈਂ ਵੱਡੀਆਂ ਸ਼ਾਖਾਵਾਂ ਹੁੰਦੀਆਂ ਹਨ, ਸਮੇਂ ਦੇ ਨਾਲ ਈਂਧਨ ਅਤੇ ਮੁਰੰਮਤ ਵਿੱਚ ਵਾਧੂ ਖਰਚਾ ਲਾਉਂਦਾ ਹੈ। ਉਦਯੋਗਿਕ ਮਿਆਰਾਂ ਅਨੁਸਾਰ ASABE ਵਰਗੇ ਸਮੂਹਾਂ ਦੇ ਅਨੁਸਾਰ, ਜ਼ਿਆਦਾਤਰ ਆਪਰੇਟਰਾਂ ਨੂੰ ਚੰਗੇ ਨਤੀਜੇ ਤਾਂ ਮਿਲਦੇ ਹਨ ਜਦੋਂ ਉਹ ਉਹਨਾਂ ਮਸ਼ੀਨਾਂ ਦੀ ਚੋਣ ਕਰਦੇ ਹਨ ਜੋ ਉਹਨਾਂ ਦੇ ਆਮ ਤੌਰ 'ਤੇ ਸਭ ਤੋਂ ਵੱਡੇ ਸਮੱਗਰੀਆਂ ਦੇ ਲਗਭਗ 85% ਨੂੰ ਸੰਭਾਲ ਸਕਣ। ਇਸ ਤਰੀਕੇ ਨਾਲ ਚੀਜ਼ਾਂ ਨੂੰ ਚੰਗੀ ਤਰ੍ਹਾਂ ਚਲਾਉਣ ਲਈ ਅਤੇ ਸਰੋਤਾਂ ਦੀ ਬਰਬਾਦੀ ਤੋਂ ਬਚਣ ਲਈ ਇਹ ਪਹੁੰਚ ਵਧੇਰੇ ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਹੁੰਦੀ ਹੈ।
ਲੱਕੜ ਦੇ ਸ਼ਰੈੱਡਰ ਮਸ਼ੀਨ ਦੀ ਸਮਰੱਥਾ ਨੂੰ ਆਂਗਣ ਦੇ ਕੂੜੇ ਦੇ ਆਕਾਰ ਅਤੇ ਸਮੱਗਰੀ ਦੀ ਕਿਸਮ ਨਾਲ ਮਿਲਾਉਣਾ
ਪਾਈਨ ਸੂਈਆਂ ਦੇ ਅੱਧੇ ਕਿਊਬਿਕ ਗਜ ਪ੍ਰਤੀ ਘੰਟਾ ਨੂੰ ਸੰਭਾਲਣ ਵਾਲੀਆਂ ਰਹਿਣ ਵਾਲੀਆਂ ਇਕਾਈਆਂ ਅਤੇ ਮਿਸ਼ਰਤ ਓਕ ਨੂੰ ਇਸ ਦੇ ਤਿੰਨ ਗੁਣਾ ਮਾਤਰਾ ਨੂੰ ਸੰਭਾਲਣ ਵਾਲੇ ਵਪਾਰਕ ਮਾਡਲਾਂ ਵਿੱਚ ਕਾਫ਼ੀ ਅੰਤਰ ਹੁੰਦਾ ਹੈ। ਜਦੋਂ ਨਰਮ ਲੱਕੜ ਦੇ ਮੁਕਾਬਲੇ ਹਿਕਰੀ ਵਰਗੀਆਂ ਕੱਠਣ ਲੱਕੜੀਆਂ ਦੀ ਗੱਲ ਆਉਂਦੀ ਹੈ, ਤਾਂ ਆਮ ਤੌਰ 'ਤੇ ਇਨ੍ਹਾਂ ਨੂੰ ਲਗਭਗ 15 ਤੋਂ 20 ਪ੍ਰਤੀਸ਼ਤ ਵੱਧ ਘੋੜੇ ਦੀ ਸ਼ਕਤੀ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ ਜਦੋਂ ਇਹ ਸਮਾਨ ਰਫਤਾਰ 'ਤੇ ਚੱਲ ਰਹੇ ਹੁੰਦੇ ਹਨ, ਜਿਵੇਂ ਕਿ ਟੇਲਰ ਐਂਡ ਫਰਾਂਸਿਸ ਨੇ ਆਪਣੇ 2023 ਦੇ ਬਾਇਓਮਾਸ ਪ੍ਰੋਸੈਸਿੰਗ ਦੇ ਅਧਿਐਨ ਵਿੱਚ ਦਰਜ ਕੀਤਾ ਸੀ। ਅਮਲੀ ਤਜਰਬਾ ਦਰਸਾਉਂਦਾ ਹੈ ਕਿ ਜਦੋਂ ਸਾਰੇ ਪ੍ਰਕਾਰ ਦੇ ਮਲਬੇ ਨਾਲ ਨਜਿੱਠਣਾ ਹੁੰਦਾ ਹੈ, ਤਾਂ ਓਪਰੇਟਰਾਂ ਨੂੰ ਲਗਭਗ 25 ਤੋਂ 35 ਪ੍ਰਤੀਸ਼ਤ ਵਾਧੂ ਸਮਰੱਥਾ ਵਾਲੇ ਸਾਜ਼ੋ-ਸਮਾਨ ਦੀ ਚੋਣ ਕਰਨੀ ਚਾਹੀਦੀ ਹੈ। ਇਹ ਬਫਰ ਅਣਜਾਣੇ ਵਿੱਚ ਬਦਲੇ ਗਏ ਸਮੱਗਰੀ ਰਚਨਾ ਵਾਲੇ ਦਿਨਾਂ ਦੌਰਾਨ ਮਸ਼ੀਨ ਨੂੰ ਇਸਦੀਆਂ ਸੀਮਾਵਾਂ ਤੋਂ ਵੱਧ ਧੱਕਣ ਤੋਂ ਬਿਨਾਂ ਚੀਜ਼ਾਂ ਨੂੰ ਚੁਸਤੀ ਨਾਲ ਚੱਲਣ ਵਿੱਚ ਮਦਦ ਕਰਦਾ ਹੈ।
ਸਮੱਗਰੀ ਦਾ ਆਕਾਰ ਚਿੱਪਿੰਗ ਕੁਸ਼ਲਤਾ ਅਤੇ ਮਸ਼ੀਨ ਦੇ ਤਣਾਅ ਨੂੰ ਕਿਵੇਂ ਪ੍ਰਭਾਵਿਤ ਕਰਦਾ ਹੈ
ਸ਼੍ਰੈੱਡਰ ਦੀ ਰੇਟਿੰਗ ਤੋਂ ਸਿਰਫ 1 ਇੰਚ ਵੱਡੇ ਸ਼ਾਖਾਵਾਂ ਚਿੱਪਿੰਗ ਕੁਸ਼ਲਤਾ ਨੂੰ 30-40% ਤੱਕ ਘਟਾ ਦਿੰਦੀਆਂ ਹਨ ਅਤੇ ਬੇਅਰਿੰਗ ਦੇ ਤਾਪਮਾਨ ਨੂੰ 60°F ਤੱਕ ਵਧਾ ਦਿੰਦੀਆਂ ਹਨ, ਜਿਸ ਨਾਲ ਕੰਪੋਨੈਂਟ ਦੀ ਅਸਫਲਤਾ ਵਿੱਚ ਤੇਜ਼ੀ ਆਉਂਦੀ ਹੈ। ਠੀਕ ਆਕਾਰ ਦੀਆਂ ਮਸ਼ੀਨਾਂ ਲਗਾਤਾਰ 85% ਇੰਜਣ ਲੋਡ ਤੋਂ ਘੱਟ ਚੱਲਦੀਆਂ ਹਨ, ਜਦੋਂ ਕਿ ਛੋਟੀਆਂ ਮਸ਼ੀਨਾਂ ਵਿੱਚ ਚੋਟੀ ਦੀ ਮੰਗ ਦੇ ਦੌਰਾਨ ਰੇਟਿੰਗ ਦੀ ਸਮਰੱਥਾ ਦੇ 110% ਤੋਂ ਵੱਧ ਦੇ ਬਿਜਲੀ ਦੇ ਝਟਕੇ ਆਉਂਦੇ ਹਨ।
ਵੱਡੇ ਆਕਾਰ ਦੇ ਜਾਂ ਮਿਸ਼ਰਤ ਆਕਾਰ ਦੇ ਮਲਬੇ ਦੀ ਪ੍ਰਕਿਰਿਆ ਕਰਨ ਸਮੇਂ ਆਮ ਚੁਣੌਤੀਆਂ
ਲੈਂਡਸਕੇਪਰਾਂ ਨੂੰ ਅਣ-ਗ੍ਰੇਡ ਕੀਤੇ ਮਲਬੇ ਦੀ ਪ੍ਰਕਿਰਿਆ ਕਰਨ ਸਮੇਂ ਬਲੇਡ ਬਦਲਣ ਦੀਆਂ ਲਾਗਤਾਂ 73% ਵੱਧ ਹੁੰਦੀਆਂ ਹਨ ਜਦੋਂ ਕਿ ਛਾਂਟੇ ਗਏ ਸਮੱਗਰੀ ਦੇ ਮੁਕਾਬਲੇ। ਮਿਸ਼ਰਤ ਲੋਡਾਂ ਵਿੱਚ 9-ਇੰਚ ਦੇ ਲੌਗ ਅਤੇ 0.5-ਇੰਚ ਦੇ ਟਵਿੱਗਸ ਦੋਵੇਂ ਹੁੰਦੇ ਹਨ, ਜਿਸ ਕਾਰਨ ਲਗਾਤਾਰ ਪ੍ਰਵਾਹ ਦੀ ਘਾਟ ਕਾਰਨ ਫੀਡ ਸਿਸਟਮ ਵਿੱਚ 42% ਜਮ੍ਹਾਂ ਹੁੰਦੀਆਂ ਹਨ। ਖੇਤਰ ਦੇ ਪ੍ਰੀਖਿਆਵਾਂ ਵਿੱਚ ਤਿੰਨ ਆਕਾਰ ਦੀਆਂ ਸ਼੍ਰੇਣੀਆਂ ਵਿੱਚ ਪ੍ਰੀ-ਸ਼੍ਰੈੱਡਿੰਗ (<2", 2–4", 4+) ਅਯੋਗ ਬੰਦ ਹੋਣ ਦੇ ਸਮੇਂ ਵਿੱਚ 60% ਦੀ ਕਮੀ ਆਉਂਦੀ ਹੈ।
ਲੱਕੜ ਦੇ ਸ਼੍ਰੈੱਡਰ ਦੀ ਸਮਰੱਥਾ ਅਤੇ ਸ਼ਾਖਾ ਦੇ ਆਕਾਰ ਦੀ ਹੈਂਡਲਿੰਗ: ਮਸ਼ੀਨ ਨੂੰ ਇਨਪੁੱਟ ਨਾਲ ਮਿਲਾਉਣਾ
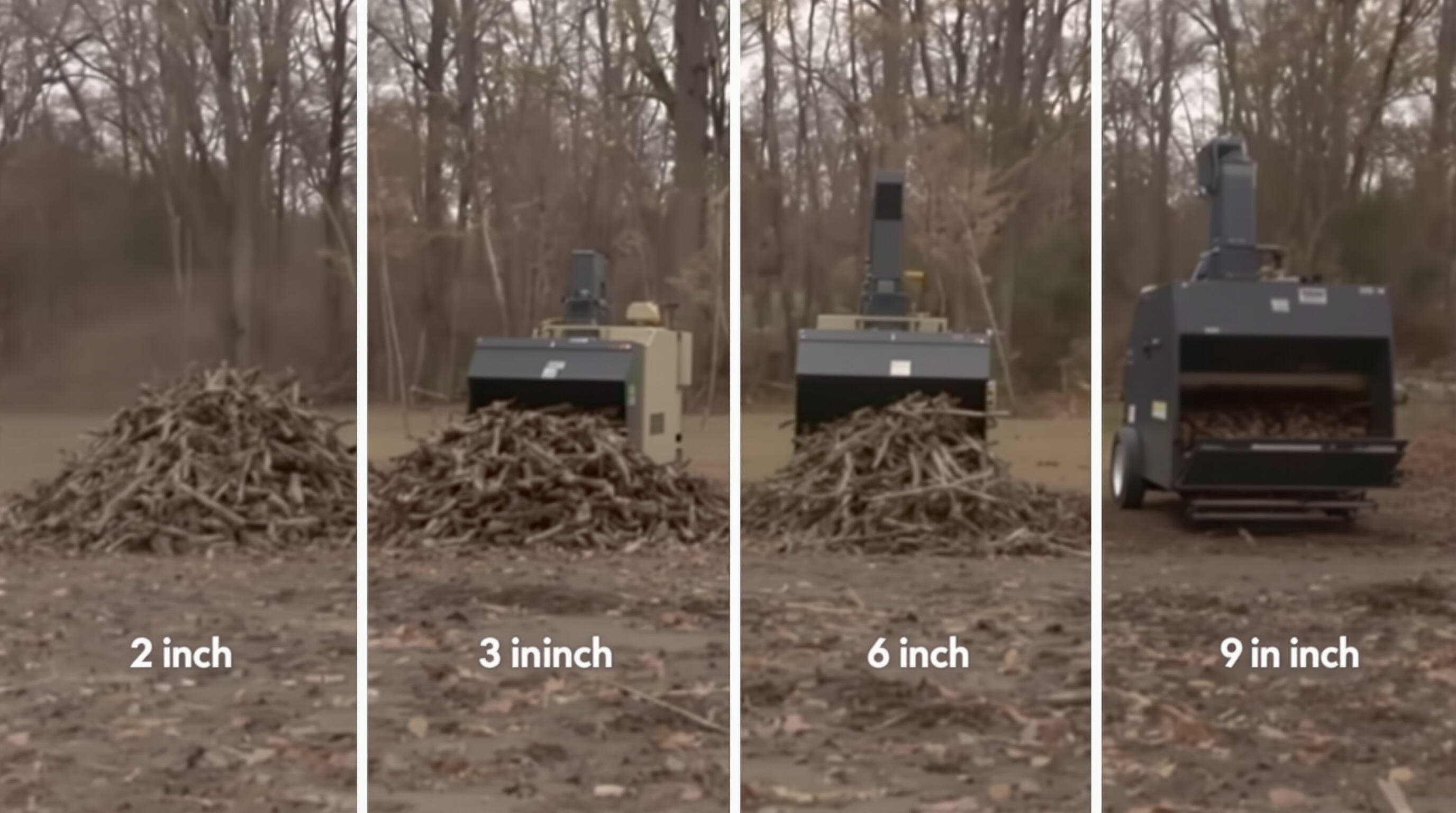
2 ਇੰਚ, 3 ਇੰਚ ਜਾਂ 9 ਇੰਚ ਤੋਂ ਵੱਧ ਸ਼ਾਖਾਵਾਂ ਲਈ ਚਿੱਪਿੰਗ ਸਮਰੱਥਾ ਦਾ ਮੁਲਾਂਕਣ
ਲੱਕੜ ਦੀ ਮਾਤਰਾ ਨੂੰ ਇੱਕ shredder ਕਾਰਵਾਈ ਕਰ ਸਕਦਾ ਹੈ ਅਸਲ ਵਿੱਚ ਇਸ ਗੱਲ 'ਤੇ ਆਧਾਰਿਤ ਹੈ ਕਿ ਕਿਸ ਆਕਾਰ ਦੀਆਂ ਸ਼ਾਖਾਵਾਂ ਨੂੰ ਇਹ ਚੰਗੀ ਤਰ੍ਹਾਂ ਸੰਭਾਲਦਾ ਹੈ. ਜ਼ਿਆਦਾਤਰ ਘਰਾਂ ਦੀਆਂ ਇਕਾਈਆਂ 2 ਤੋਂ 3 ਇੰਚ ਦੇ ਵਿਆਸ ਦੀਆਂ ਸ਼ਾਖਾਵਾਂ ਨਾਲ ਵਧੀਆ ਕੰਮ ਕਰਦੀਆਂ ਹਨ ਅਤੇ ਹਰ ਘੰਟੇ 2 ਤੋਂ 4 ਕਿਊਬਿਕ ਯਾਰਡ ਮਲਚ ਦੇ ਆਲੇ ਦੁਆਲੇ ਚੂਰ ਕਰਦੀਆਂ ਹਨ. ਪਰ ਜਦੋਂ ਅਸੀਂ ਵੱਡੀਆਂ ਚੀਜ਼ਾਂ ਬਾਰੇ ਗੱਲ ਕਰ ਰਹੇ ਹਾਂ, ਜਿਵੇਂ ਕਿ ਉਹ ਵਪਾਰਕ ਮਸ਼ੀਨਾਂ ਜੋ 9 ਇੰਚ ਦੇ ਲੌਗਸ ਨਾਲ ਨਜਿੱਠਦੀਆਂ ਹਨ, ਉਹਨਾਂ ਨੂੰ ਉਨ੍ਹਾਂ ਦੇ ਪਿੱਛੇ ਗੰਭੀਰ ਸ਼ਕਤੀ ਦੀ ਜ਼ਰੂਰਤ ਹੁੰਦੀ ਹੈ ਕਿਤੇ 50 ਅਤੇ ਇੱਥੋਂ ਤੱਕ ਕਿ 100 ਘੋੜਾਂ ਦੀ ਸ਼ਕਤੀ ਦੇ ਵਿਚਕਾਰ ਸਿਰਫ ਬਿਨਾਂ ਸੜਨ ਦੇ ਚੱਲਦੇ ਰਹਿਣ ਲਈ. ਮਸ਼ੀਨ ਲਈ ਬਹੁਤ ਵੱਡੀ ਸਮੱਗਰੀ ਨੂੰ ਖਾਣ ਦੀ ਕੋਸ਼ਿਸ਼ ਕਰੋ ਅਤੇ ਚੀਜ਼ਾਂ ਜਲਦੀ ਗਲਤ ਹੋਣ ਲੱਗਦੀਆਂ ਹਨ। ਕੁਸ਼ਲਤਾ ਲਗਭਗ 40 ਤੋਂ 60 ਪ੍ਰਤੀਸ਼ਤ ਘਟ ਜਾਂਦੀ ਹੈ, ਅਤੇ ਮੋਢੇ ਦੇ ਹਿੱਸੇ ਆਮ ਨਾਲੋਂ ਬਹੁਤ ਤੇਜ਼ੀ ਨਾਲ ਖਰਾਬ ਹੋ ਜਾਂਦੇ ਹਨ। ਇਸ ਲਈ ਨਿਰਮਾਤਾ ਆਪਣੇ ਉਪਕਰਣਾਂ ਨੂੰ ਇਨ੍ਹਾਂ ਆਕਾਰ ਦੀਆਂ ਸੀਮਾਵਾਂ ਦੇ ਆਧਾਰ 'ਤੇ ਵੱਖ-ਵੱਖ ਸ਼੍ਰੇਣੀਆਂ ਵਿੱਚ ਵੰਡਦੇ ਹਨ। ਇਹ ਉਨ੍ਹਾਂ ਲੋਕਾਂ ਲਈ ਜ਼ਿੰਦਗੀ ਨੂੰ ਸੌਖਾ ਬਣਾਉਂਦਾ ਹੈ ਜੋ ਰੋਜ਼ਾਨਾ ਬਾਗ਼ ਦੇ ਕੂੜੇ ਦੇ ਨਿਯਮਤ ਮਾਤਰਾ ਨਾਲ ਨਜਿੱਠਦੇ ਹਨ।
ਅਨੁਕੂਲ ਥ੍ਰੂਪੁੱਟ ਲਈ ਔਸਤ ਸ਼ਾਖਾ ਵਿਆਸ ਦੇ ਨਾਲ ਲੱਕੜ ਦੇ ਸ਼੍ਰੇਡਰ ਮਸ਼ੀਨ ਦਾ ਆਕਾਰ ਜੋੜਨਾ
ਇਸ਼ਨਾਨ ਦੇ ਅਨੁਕੂਲ ਆਕਾਰ ਨੂੰ ਮੱਧਮ ਸ਼ਾਖਾ ਦੇ ਵਿਆਸ ਨਾਲ ਅਨੁਕੂਲ ਕਰਨ ਨਾਲ ਅਧਿਕਤਮ ਉਤਪਾਦਕਤਾ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ। 3-ਇੰਚ ਦੀਆਂ ਸ਼ਾਖਾਵਾਂ ਨੂੰ 2 ਟਨ/ਘੰਟਾ ਦੀ ਦਰ ਨਾਲ ਪ੍ਰਸੰਸਕਰਨ ਕਰਨ ਵਾਲੀ ਮਸ਼ੀਨ 5-ਇੰਚ ਦੀਆਂ ਸ਼ਾਖਾਵਾਂ ਨਾਲ 0.8 ਟਨ/ਘੰਟਾ ਤੱਕ ਡਿੱਗ ਜਾਂਦੀ ਹੈ, ਜਿਸ ਨਾਲ ਈਂਧਣ ਦੀ ਖਪਤ ਵਿੱਚ 35% ਦਾ ਵਾਧਾ ਹੁੰਦਾ ਹੈ। ਇਹ ਮੇਲ ਨਹੀਂ ਖਾਂਦੀ ਹੈ ਜੋ ਠੀਕ ਤਰ੍ਹਾਂ ਮੇਲ ਖਾਂਦੇ ਹੋਏ ਸਾਜ਼ੋ-ਸਾਮਾਨ ਦੇ ਮੁਕਾਬਲੇ ਸਾਲਾਨਾ 27% ਵਧੇਰੇ ਬਲੇਡ ਬਦਲਣ ਦੀ ਅਗਵਾਈ ਕਰਦੀ ਹੈ।
ਡਾਟਾ ਤੁਲਨਾ: ਵੱਖ-ਵੱਖ ਵਿਆਸ ਸ਼ਾਖਾਵਾਂ ਲਈ ਪ੍ਰਸੰਸਕਰਨ ਸਮੇਂ
ASABE ਮਿਆਰ ਤੋਂ ਖੋਜ ਕੁਸ਼ਲਤਾ 'ਤੇ ਸ਼ਾਖਾ ਦੇ ਆਕਾਰ ਦੇ ਪ੍ਰਭਾਵ ਨੂੰ ਉਜਾਗਰ ਕਰਦੀ ਹੈ:
| ਬ੍ਰਾਂਚ ਵਿਆਸ | ਪ੍ਰਸੰਸਕਰਨ ਦਰ (ਟਨ/ਘੰਟਾ) | ਆਦਰਸ਼ ਸ਼ਰੇਡਰ ਪਾਵਰ (HP) |
|---|---|---|
| 2 ਇੰਚ | 4.2 | 30–40 |
| 3 ਇੰਚ | 3.1 | 45–60 |
| 6 ਇੰਚ | 1.8 | 75–95 |
| 9 ਇੰਚ | 0.6 | 100+ |
ਸ਼ਾਖ ਦੇ ਵਿਆਸ ਨੂੰ ਡਬਲ ਕਰਨ ਨਾਲ ਪ੍ਰੋਸੈਸਿੰਗ ਸਮਾਂ ਚਾਰ ਗੁਣਾ ਹੋ ਸਕਦਾ ਹੈ, ਜਿਸ ਨਾਲ ਸਾਵਧਾਨੀ ਨਾਲ ਸਮਰੱਥਾ ਯੋਜਨਾਬੰਦੀ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ।
ਕੁਸ਼ਲਤਾ ਅਧਾਰਤ ਪ੍ਰਸੰਸਕਰਨ ਲਈ ਇੰਜਣ ਪਾਵਰ ਅਤੇ ਫੀਡ ਸਿਸਟਮ ਡਿਜ਼ਾਇਨ

ਵੱਡੇ ਵਿਆਸ ਦੀ ਸਮੱਗਰੀ ਲਈ ਲੋੜੀਂਦੀ ਮਸ਼ੀਨ ਪਾਵਰ ਅਤੇ ਇੰਜਣ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ (cc, ਹਾਰਸਪਾਵਰ)
ਸੰਘਣੀ, ਵੱਡੇ ਵਿਆਸ ਦੇ ਲੱਕੜ ਨੂੰ ਸ਼ਰਡ ਕਰਦੇ ਸਮੇਂ ਇੰਜਣ ਦੀ ਪ੍ਰਦਰਸ਼ਨ ਮਹੱਤਵਪੂਰਨ ਹੁੰਦੀ ਹੈ। 6 ਇੰਚ ਤੋਂ ਵੱਧ ਦੀਆਂ ਸ਼ਾਖਾਵਾਂ ਲਈ, 25 HP ਜਾਂ 420 cc ਤੋਂ ਘੱਟ ਦੇ ਇੰਜਣ ਟੌਰਕ ਨੂੰ ਬਰਕਰਾਰ ਰੱਖਣ ਵਿੱਚ ਅਸਫਲ ਹੋ ਜਾਂਦੇ ਹਨ, ਜਿਸ ਨਾਲ 23% ਤੱਕ ਪਹਿਨਣ ਵਿੱਚ ਵਾਧਾ ਹੁੰਦਾ ਹੈ। 9-ਇੰਚ ਦੇ ਲੌਗਸ ਨੂੰ ਸੰਭਾਲਣ ਵਾਲੇ ਉਦਯੋਗਿਕ ਮਾਡਲ ਆਮ ਤੌਰ 'ਤੇ ਸਟਾਲ ਨੂੰ ਰੋਕਣ ਅਤੇ ਟਿਕਾਊਪਣ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ 35–50 HP ਦੇ ਇੰਜਣਾਂ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹਨ ਜਿਨ੍ਹਾਂ ਵਿੱਚ ਮਜ਼ਬੂਤ ਰੋਟਰ ਹੁੰਦੇ ਹਨ।
ਗ੍ਰੈਵਿਟੀ ਬਨਾਮ ਹਾਈਡ੍ਰੌਲਿਕ ਇਨਫੀਡ ਸਿਸਟਮ: ਉੱਚ ਮਾਤਰਾ ਵਾਲੇ ਮਾਮਲਿਆਂ ਵਿੱਚ ਪ੍ਰਦਰਸ਼ਨ ਅੰਤਰ
ਅਜੀਬ ਆਕਾਰ ਵਾਲੇ ਜਾਂ ਵੱਡੇ ਮਲਬੇ ਦੇ ਟੁਕੜਿਆਂ ਨਾਲ ਨਜਿੱਠਦੇ ਸਮੇਂ, ਹਾਈਡ੍ਰੌਲਿਕ ਇਨਫੀਡ ਸਿਸਟਮ ਆਮ ਤੌਰ 'ਤੇ ਗ੍ਰੈਵਿਟੀ ਫੈਡ ਵਾਲਿਆਂ ਦੇ ਮੁਕਾਬਲੇ ਬਿਹਤਰ ਕੰਮ ਕਰਦੇ ਹਨ। ਕੁਝ ਟੈਸਟਾਂ ਦੇ ਅਨੁਸਾਰ ਪ੍ਰੋਸੈਸਿੰਗ ਦੌਰਾਨ ਸਮੇਂ ਦੀ ਕਟੌਤੀ ਵਿੱਚ ਲਗਭਗ ਚਾਲੀ ਪ੍ਰਤੀਸ਼ਤ ਦੀ ਕਮੀ ਆਉਂਦੀ ਹੈ। ਐਪਲਾਈਡ ਸਾਇੰਸਜ਼ ਵਿੱਚ 2020 ਵਿੱਚ ਪ੍ਰਕਾਸ਼ਿਤ ਖੋਜ ਨੇ ਇੱਕ ਹੋਰ ਲਾਭ ਵੀ ਦਰਸਾਇਆ - ਇਹ ਹਾਈਡ੍ਰੌਲਿਕ ਸੈੱਟਅੱਪ ਵੱਖ-ਵੱਖ ਕਿਸਮਾਂ ਦੇ ਹਾਰਡਵੁੱਡ ਨਾਲ ਕੰਮ ਕਰਦੇ ਸਮੇਂ ਲਗਭਗ ਅੱਠਾਰ ਪ੍ਰਤੀਸ਼ਤ ਹੋਰ ਊਰਜਾ ਬਚਾਉਂਦੇ ਹਨ ਕਿਉਂਕਿ ਇਹ ਆਪਣੇ ਆਪ ਖੁਰਾਕ ਦੀ ਦਰ ਨੂੰ ਸਮਾਯੋਜਿਤ ਕਰ ਲੈਂਦੇ ਹਨ। ਛੋਟੀਆਂ ਚੀਜ਼ਾਂ ਲਈ ਜੋ ਲਗਭਗ ਇੱਕੋ ਜਿਹੇ ਆਕਾਰ ਦੀਆਂ ਹੁੰਦੀਆਂ ਹਨ, ਮਿਸਾਲ ਦੇ ਤੌਰ 'ਤੇ ਤਿੰਨ ਇੰਚ ਤੋਂ ਘੱਟ ਮੋਟੀਆਂ, ਗ੍ਰੈਵਿਟੀ ਸਿਸਟਮ ਅਜੇ ਵੀ ਲਾਗਤ ਦੇ ਮਾਮਲੇ ਵਿੱਚ ਸਮਝਦਾਰੀ ਭਰੀਆਂ ਹੁੰਦੀਆਂ ਹਨ। ਪਰ ਕਿਸੇ ਨੂੰ ਵੀ ਜੋ ਗਿੱਲੀ ਲੱਕੜੀ ਜਾਂ ਗੰਢਾਂ ਵਾਲੀਆਂ ਸ਼ਾਖਾਵਾਂ ਨਾਲ ਨਜਿੱਠਿਆ ਹੈ, ਉਹ ਜਾਣਦਾ ਹੈ ਕਿ ਇਹ ਗ੍ਰੈਵਿਟੀ ਅਧਾਰਿਤ ਸਿਸਟਮ ਅਕਸਰ ਅਟਕ ਜਾਂਦੇ ਹਨ।
ਫੀਡ ਮਕੈਨਿਜ਼ਮ ਦੀ ਕੁਸ਼ਲਤਾ ਇਨਪੁੱਟ ਮਟੀਰੀਅਲ ਦੇ ਆਕਾਰ ਅਤੇ ਇਕਸਾਰਤਾ ਦੇ ਅਧਾਰ 'ਤੇ
ਸਮਝੌਤਾ ਕਰਨ ਵਾਲੀਆਂ ਸਮੱਗਰੀਆਂ ਦੀ ਲੰਬਾਈ ਫੀਡ ਸਿਸਟਮਾਂ ਦੀ ਸਥਾਈਤਾ 'ਤੇ ਬਹੁਤ ਪ੍ਰਭਾਵ ਪਾਉਂਦੀ ਹੈ। ਉਹਨਾਂ ਮਸ਼ੀਨਾਂ ਜੋ ਜ਼ਿਆਦਾਤਰ ਚਾਰ ਇੰਚ ਤੋਂ ਵੱਡੇ ਟੁਕੜਿਆਂ ਨਾਲ ਨਜਿੱਠਦੀਆਂ ਹਨ, ਉਹਨਾਂ ਦੀਆਂ ਚੇਨਾਂ ਅਤੇ ਸਪ੍ਰੋਕੇਟਸ ਤਕਰੀਬਨ ਤਿੰਨ ਗੁਣਾ ਤੇਜ਼ੀ ਨਾਲ ਖਰਾਬ ਹੋ ਜਾਂਦੀਆਂ ਹਨ ਜੋ ਛੋਟੀਆਂ, ਹੋਰ ਨਿਯਮਤ ਆਕਾਰ ਦੀਆਂ ਸਮੱਗਰੀਆਂ ਨਾਲ ਕੰਮ ਕਰਨ ਵਾਲੇ ਉਪਕਰਣਾਂ ਦੀ ਤੁਲਨਾ ਵਿੱਚ ਹੁੰਦੀਆਂ ਹਨ। ਮਿਸ਼ਰਤ ਆਕਾਰ ਦੇ ਇਨਪੁੱਟਾਂ ਦਾ ਸਾਹਮਣਾ ਕਰਦੇ ਸਮੇਂ, ਡਬਲ ਡਾਇਰੈਕਸ਼ਨ ਫੀਡ ਰੋਲਰਾਂ ਦਾ ਹੋਣਾ ਚੀਜ਼ਾਂ ਨੂੰ ਠੀਕ ਢੰਗ ਨਾਲ ਸੰਰੇਖਿਤ ਰੱਖਣ ਵਿੱਚ ਸਭ ਕੁਝ ਬਦਲ ਦਿੰਦਾ ਹੈ। ਅਤੇ ਲਗਾਤਾਰ ਚੱਲ ਰਹੀਆਂ ਮਸ਼ੀਨਾਂ ਲਈ, ਕੱਠ ਅਤੇ ਲੱਕੜੀ ਦੇ ਗੰਢਾਂ ਵਰਗੀਆਂ ਮੁਸ਼ਕਲਾਂ ਦਾ ਸਾਹਮਣਾ ਕਰਨ ਲਈ ਘੱਟ ਪਹਿਨਣ ਵਾਲੇ ਸਟੀਲ ਗਾਈਡਾਂ ਨੂੰ ਸ਼ਾਮਲ ਕਰਨਾ ਉਹਨਾਂ ਨੂੰ ਮਜ਼ਬੂਤੀ ਨਾਲ ਖੜੇ ਰਹਿਣ ਵਿੱਚ ਬਹੁਤ ਮਦਦ ਕਰਦਾ ਹੈ।
ਘਟਾਓ ਅਨੁਪਾਤ ਅਤੇ ਆਊਟਪੁੱਟ ਨਿਯੰਤਰਣ: ਇੱਛਤ ਮਲਚ ਫਾਈਨੇਸ ਪ੍ਰਾਪਤ ਕਰਨਾ
ਘਟਾਓ ਅਨੁਪਾਤ ਅੰਤਮ ਮਲਚ ਫਾਈਨੇਸ ਅਤੇ ਵਰਤੋਂਯੋਗਤਾ ਨੂੰ ਕਿਵੇਂ ਪ੍ਰਭਾਵਿਤ ਕਰਦਾ ਹੈ
ਘਟਾਓ ਅਨੁਪਾਤ ਮਲਚ ਦੀ ਗੁਣਵੱਤਾ ਨੂੰ ਨਿਰਧਾਰਤ ਕਰਦਾ ਹੈ—ਉੱਚੇ ਅਨੁਪਾਤ ਕੰਪੋਸਟਿੰਗ ਲਈ ਆਦਰਸ਼ ਬਿੰਦੂਆਂ ਨੂੰ ਪੈਦਾ ਕਰਦੇ ਹਨ। ਉਦਾਹਰਨ ਲਈ, 10:1 ਦਾ ਅਨੁਪਾਤ 8-ਇੰਚ ਦੀ ਸ਼ਾਖਾ ਨੂੰ 0.8-ਇੰਚ ਕਣਾਂ ਵਿੱਚ ਬਦਲ ਦਿੰਦਾ ਹੈ। ਲੈਂਡਸਕੇਪਰਾਂ ਨੂੰ ਜੋ ਕਿ ਪੋਸ਼ਕ ਤੱਤਾਂ ਨਾਲ ਭਰਪੂਰ ਮਲਚ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ, ਉਹਨਾਂ ਨੂੰ 8:1 ਤੋਂ ਉੱਪਰ ਦੇ ਅਨੁਪਾਤ ਵਾਲੇ ਸ਼ਰੇਡਰਾਂ ਦੀ ਚੋਣ ਕਰਨੀ ਚਾਹੀਦੀ ਹੈ, ਕਿਉਂਕਿ ਪਤਲੀ ਸਮੱਗਰੀ ਮਿੱਟੀ ਦੀ ਵਰਤੋਂ ਵਿੱਚ 40% ਤੇਜ਼ੀ ਨਾਲ ਵਿਘਟਿਤ ਹੁੰਦੀ ਹੈ (ਪੁਰਡਯੂ ਯੂਨੀਵਰਸਿਟੀ 2023)।
ਆਊਟਪੁੱਟ ਕਣ ਆਕਾਰ ਨੂੰ ਨਿਯੰਤਰਿਤ ਕਰਨ ਲਈ ਸਕਰੀਨ ਆਕਾਰ ਦੇ ਸਿਧਾਂਤ
ਪ੍ਰੋਜੈਕਟ ਦੀਆਂ ਲੋੜਾਂ ਨੂੰ ਪੂਰਾ ਕਰਨ ਲਈ ਚਿੱਪ ਆਕਾਰ ਉੱਤੇ ਸਹੀ ਨਿਯੰਤਰਣ ਲਈ ਐਡਜੱਸਟੇਬਲ ਸਕਰੀਨਾਂ ਦਿੰਦਾ ਹੈ:
| ਸਕਰੀਨ ਮੇਸ਼ ਆਕਾਰ | ਆਮ ਆਊਟਪੁੱਟ | ਸਭ ਤੋਂ ਵਧੀਆ |
|---|---|---|
| 2" | 1.5–2.5" ਚਿੱਪਸ | ਕਟਾਈ ਨਿਯੰਤਰਣ |
| 1.25" | 0.75–1.5" ਚਿੱਪਸ | ਬੱਚਿਆਂ ਦੇ ਮੈਦਾਨ ਦੀ ਸਤ੍ਹਾ |
| 0.75" | <1" ਕਣ | ਤੇਜ਼ੀ ਨਾਲ ਵਿਘਨ |
ਨਿਰਮਾਤਾ 500 ਕਾਰਜਸ਼ੀਲ ਘੰਟੇ ਹਰ 500 ਘੰਟੇ ਬਾਅਦ ਸਕ੍ਰੀਨਾਂ ਨੂੰ ਬਦਲਣ ਦੀ ਸਿਫਾਰਸ਼ ਕਰਦੇ ਹਨ ਤਾਂ ਜੋ ਨਿਰੰਤਰ ਉਤਪਾਦਨ ਬਰਕਰਾਰ ਰੱਖਿਆ ਜਾ ਸਕੇ।
ਮਾਮਲਾ ਅਧਿਐਨ: ਐਡਜਸਟੇਬਲ ਸਕ੍ਰੀਨਾਂ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਮਲਚ ਦੀ ਗੁਣਵੱਤਾ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਵਾਲੀ ਲੈਂਡਸਕੇਪ ਕੰਪਨੀ
ਮੱਧ-ਪੱਛਮੀ ਦੇ ਇੱਕ ਲੈਂਡਸਕੇਪਿੰਗ ਫਰਮ ਨੇ ਸਕ੍ਰੀਨ-ਅਧਾਰਤ ਕੈਲੀਬ੍ਰੇਸ਼ਨ ਨੂੰ ਲਾਗੂ ਕਰਨ ਤੋਂ ਬਾਅਦ ਮਲਚ ਦੀ ਨਿਰੰਤਰਤਾ ਵਿੱਚ 35% ਦੀ ਸੁਧਾਰ ਕੀਤਾ। 0.5" ਸਕ੍ਰੀਨਾਂ ਦੀ ਵਰਤੋਂ ਉੱਚ-ਘਟਾਓ-ਅਨੁਪਾਤ ਮਸ਼ੀਨਾਂ ਦੇ ਨਾਲ ਸਜਾਵਟੀ ਬਿਸਤਰੇ ਲਈ ਅਤੇ ਰਸਤਿਆਂ ਲਈ 1.75" ਮੇਸ਼ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹੋਏ, ਉਨ੍ਹਾਂ ਨੇ ਬੇਕਾਰ ਦੀ ਮਾਤਰਾ ਵਿੱਚ 28% ਦੀ ਕਮੀ ਕੀਤੀ ਅਤੇ ਗਾਹਕਾਂ ਦੀਆਂ ਵੱਖ-ਵੱਖ ਲੋੜਾਂ ਨੂੰ ਪੂਰਾ ਕੀਤਾ।
ਵੱਡੇ ਜਾਂ ਵਾਰ-ਵਾਰ ਹੋਣ ਵਾਲੇ ਕੰਮਾਂ ਲਈ ਲੱਕੜ ਦੇ ਸ਼੍ਰੇਡਰ ਮਸ਼ੀਨ ਦੀ ਕਿਸਮ
ਟੋ-ਬੇਹਿੰਡ ਬਨਾਮ ਕਮਰਸ਼ੀਅਲ-ਗ੍ਰੇਡ ਚਿੱਪਰ: ਪੋਰਟੇਬਿਲਟੀ ਬਨਾਮ ਪਾਵਰ ਲਾਰਜ ਡੈਬਰਿਸ ਲਈ
ਭਾਰੀ ਡਿਊਟੀ ਕੰਮਾਂ ਲਈ, ਪੋਰਟੇਬਿਲਟੀ ਅਕਸਰ ਪਾਵਰ ਦੇ ਖਿਲਾਫ ਵਪਾਰ ਕਰਦੀ ਹੈ। ਟੋ-ਬੇਹਿੰਦ ਮਾਡਲ ਮੋਬਾਈਲਤਾ ਪ੍ਰਦਾਨ ਕਰਦੇ ਹਨ ਅਤੇ 15–25 ਯਾਰਡ³/ਘੰਟਾ ਦੇ ਮੱਧਮ ਉਤਪਾਦਨ ਦੇ ਨਾਲ 6 ਇੰਚ ਤੱਕ ਦੀਆਂ ਸ਼ਾਖਾਂ ਨੂੰ ਸੰਭਾਲਦੇ ਹਨ। ਕਮਰਸ਼ੀਅਲ-ਗ੍ਰੇਡ ਚਿੱਪਰ ਵੱਡੇ ਪੱਧਰ ਦੇ ਕੰਮਾਂ ਵਿੱਚ ਪ੍ਰਭੁਤਾ ਰੱਖਦੇ ਹਨ, ਜਿਸ ਵਿੱਚ ਹਾਈਡ੍ਰੌਲਿਕ ਫੀਡ ਅਤੇ 100 ਐੱਚਪੀ ਤੋਂ ਵੱਧ ਦੀਆਂ ਇੰਜਣਾਂ ਸ਼ਾਮਲ ਹੁੰਦੀਆਂ ਹਨ ਜੋ 8–10-ਇੰਚ ਦੇ ਹਾਰਡਵੁੱਡ ਨੂੰ ਬਿਨਾਂ ਓਵਰਹੀਟ ਕੀਤੇ ਪ੍ਰੋਸੈਸ ਕਰਨ ਦੇ ਯੋਗ ਹੁੰਦੀਆਂ ਹਨ।
| ਫੀਚਰ | ਟੋ-ਬਹਿਿੰਡ ਚਿਪਰ | ਵਪਾਰਕ ਚਿਪਰ |
|---|---|---|
| ਵੱਧ ਤੋਂ ਵੱਧ ਸ਼ਾਖਾ ਸਮਰੱਥਾ | 6 ਇੰਚ | 10 ਇੰਚ |
| ਐਵੀ. ਇੰਜਣ ਪਾਵਰ | 50–75 HP | 100–150 HP |
| ਮੁਰੰਮਤ ਦੀਆਂ ਲਾਗਤਾਂ | ਸਾਲਾਨਾ $250–$400 | ਸਾਲਾਨਾ $800–$1,200 |
ਫੀਲਡ ਡਾਟਾ: >6-ਇੰਚ ਮਟੀਰੀਅਲ ਪ੍ਰੋਸੈਸਿੰਗ ਲਈ ਅੱਪਟਾਈਮ ਅਤੇ ਮੇਨਟੇਨੈਂਸ ਕਾਸਟ
ਵਪਾਰਕ ਆਪ੍ਰੇਟਰਾਂ ਨੇ 30 ਘੰਟਿਆਂ ਤੋਂ ਵੱਧ ਹਰ ਹਫ਼ਤੇ 6-ਇੰਚ ਤੋਂ ਵੱਡੀ ਸਮੱਗਰੀ ਦੀ ਪ੍ਰਕਿਰਿਆ ਕਰਨ ਲਈ ਟਰਬਾਈਨ ਕੱਟਣ ਵਾਲੀਆਂ ਪ੍ਰਣਾਲੀਆਂ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹੋਏ 92% ਅੱਪਟਾਈਮ ਪ੍ਰਾਪਤ ਕੀਤਾ। ਇਹਨਾਂ ਪ੍ਰਣਾਲੀਆਂ ਵਿੱਚ ਜੰਜਾਲ ਨੂੰ ਘੱਟ ਕਰਨ ਲਈ ਹਾਈ-ਸਪੀਡ ਰੋਟਰਸ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਜੋ ਗ੍ਰੈਵਿਟੀ-ਫੈਡ ਮਾਡਲਾਂ ਦੇ ਮੁਕਾਬਲੇ ਬਲੇਡ ਬਦਲਣ ਦੀਆਂ ਲਾਗਤਾਂ ਵਿੱਚ 18% ਦੀ ਕਮੀ ਲਿਆਉਂਦੀ ਹੈ। ਹਾਲਾਂਕਿ, ਹਾਈਡ੍ਰੌਲਿਕ ਫੀਡ ਮਕੈਨਿਜ਼ਮ ਨੇ ਜਟਿਲ ਤਰਲ ਪ੍ਰਣਾਲੀਆਂ ਕਾਰਨ ਸਾਲਾਨਾ ਮੇਲ-ਜੋਲ ਲਈ 300–500 ਡਾਲਰ ਜੋੜ ਦਿੱਤੇ।
ਜਦੋਂ ਮਾਤਰਾ ਨਿਵੇਸ਼ ਨੂੰ ਸਹੀ ਠਹਿਰਾਉਂਦੀ ਹੈ: ਮਸ਼ੀਨ ਨੂੰ ਮਟੀਰੀਅਲ ਦੇ ਆਕਾਰ ਅਤੇ ਨੌਕਰੀ ਦੀ ਆਵ੍ਰਿੱਤੀ ਨਾਲ ਮਿਲਾਉਣਾ
ਸੁਵਿਧਾਵਾਂ ਜੋ ਹਰ ਹਫ਼ਤੇ ਲਗਪਗ 20 ਟਨ ਜਾਂ ਇਸ ਤੋਂ ਵੱਧ ਮਿਸ਼ਰਤ ਕੂੜਾ ਨਾਲ ਨਜਿੱਠਦੀਆਂ ਹਨ, ਆਮ ਤੌਰ 'ਤੇ ਉਦਯੋਗਿਕ ਤਾਕਤ ਦੇ ਸ਼ਰੇਡਰ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਆਪਣੇ ਪੈਸੇ ਲਈ ਸਭ ਤੋਂ ਵੱਧ ਲਾਭ ਪ੍ਰਾਪਤ ਕਰਦੀਆਂ ਹਨ। ਛੋਟੀਆਂ ਆਪਰੇਸ਼ਨ ਜੋ ਕਦੇ-ਕਦਾਈਂ ਵੱਡੇ ਸਫਾਈ ਕਾਰਜਾਂ ਦਾ ਸਾਹਮਣਾ ਕਰਦੀਆਂ ਹਨ, ਮਹੀਨੇ ਵਿੱਚ ਪੰਜ ਟਨ ਤੱਕ ਹੁੰਦੀਆਂ ਹਨ, ਅਕਸਰ ਟੌ ਪਿੱਛੇ ਦੇ ਮਾਡਲਾਂ ਨੂੰ ਬਜਟ ਦੇ ਅਨੁਕੂਲ ਪਾਉਂਦੀਆਂ ਹਨ, ਜੋ ਕਿ ਪ੍ਰਾਰੰਭਿਕ ਖਰਚਾਂ ਨੂੰ 40 ਤੋਂ 60 ਪ੍ਰਤੀਸ਼ਤ ਤੱਕ ਘਟਾ ਦਿੰਦੀਆਂ ਹਨ ਅਤੇ ਉਤਪਾਦਕਤਾ ਵਿੱਚ ਬਹੁਤ ਜ਼ਿਆਦਾ ਕਮੀ ਨਹੀਂ ਕਰਦੀਆਂ। ਉਦਯੋਗਿਕ ਦਿਸ਼ਾ-ਨਿਰਦੇਸ਼ਾਂ ਅਨੁਸਾਰ, ਜਦੋਂ ਇਹਨਾਂ ਦੀ ਰੇਟਿੰਗ ਲਈ ਨਿਰਧਾਰਤ ਸਮਰੱਥਾ ਦੇ ਤਿੰਨ-ਚੌਥਾਈ ਹਿੱਸੇ ਤੋਂ ਵੱਧ ਸ਼ਾਖਾਵਾਂ ਦਾ ਸੰਸਾਧਨ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਜ਼ਿਆਦਾਤਰ ਚਿੱਪਰ ਤੇਜ਼ੀ ਨਾਲ ਭਾਫ ਗੁਆ ਬੈਠਦੇ ਹਨ, ਖਾਸਕਰ ਜੇਕਰ ਇਹ ਲਗਾਤਾਰ ਦੋ ਘੰਟੇ ਤੋਂ ਵੱਧ ਸਮੇਂ ਤੱਕ ਜਾਰੀ ਰਹੇ। ਓਪਰੇਟਰ ਜੋ ਇਹਨਾਂ ਸੀਮਾਵਾਂ ਤੋਂ ਪਰੇ ਮਸ਼ੀਨਾਂ ਨੂੰ ਧੱਕਦੇ ਹਨ, ਉਹਨਾਂ ਨੂੰ ਪ੍ਰਦਰਸ਼ਨ ਵਿੱਚ ਮਹੱਤਵਪੂਰਨ ਕਮੀ ਦਾ ਸਾਹਮਣਾ ਕਰਨਾ ਪੈਂਦਾ ਹੈ, ਕਦੇ-ਕਦਾਈਂ ਆਮ ਕੁਸ਼ਲਤਾ ਪੱਧਰਾਂ ਦੇ ਅੱਧੇ ਤੋਂ ਵੀ ਹੇਠਾਂ ਆ ਜਾਂਦੇ ਹਨ।
ਅਕਸਰ ਪੁੱਛੇ ਜਾਣ ਵਾਲੇ ਸਵਾਲ
ਲੱਕੜ ਦੇ ਸ਼ਰੇਡਰ ਦੀ ਚੋਣ ਕਰਦੇ ਸਮੇਂ ਮੈਨੂੰ ਕਿਹੜੇ ਕਾਰਕਾਂ ਦਾ ਧਿਆਨ ਰੱਖਣਾ ਚਾਹੀਦਾ ਹੈ?
ਇਹ ਜ਼ਰੂਰੀ ਹੈ ਕਿ ਉਹਨਾਂ ਸ਼ਾਖਾਵਾਂ ਦੇ ਆਕਾਰ ਅਤੇ ਮਾਤਰਾ ਅਤੇ ਕਿਸਮ ਦੇ ਬਾਰੇ ਵਿਚਾਰ ਕਰੋ ਜਿਸ ਨਾਲ ਤੁਸੀਂ ਨਿਯਮਿਤ ਰੂਪ ਵਿੱਚ ਨਜਿੱਠੋਗੇ। ਆਪਣੀਆਂ ਲੋੜਾਂ ਅਨੁਸਾਰ ਮਸ਼ੀਨ ਦੀ ਸਮਰੱਥਾ ਨੂੰ ਮਿਲਾਉਣਾ ਅਕਸਰ ਅਕਸਰ ਅਕਸਮੱਤਾ ਅਤੇ ਵਧੇਰੇ ਮੁਰੰਮਤ ਦੀਆਂ ਲਾਗਤਾਂ ਤੋਂ ਬਚਾ ਸਕਦਾ ਹੈ।
ਸ਼ਾਖਾ ਦਾ ਆਕਾਰ ਲੱਕੜ ਦੇ ਸ਼ਰੇਡਰ ਪ੍ਰਦਰਸ਼ਨ ਨੂੰ ਕਿਵੇਂ ਪ੍ਰਭਾਵਿਤ ਕਰਦਾ ਹੈ?
ਵੱਡੇ ਆਕਾਰ ਦੀਆਂ ਸ਼ਾਖਾਵਾਂ ਨੂੰ ਹੋਰ ਸ਼ਕਤੀ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ, ਜਿਸ ਨਾਲ ਕੁੱਲ ਕੁਸ਼ਲਤਾ ਅਤੇ ਪਹਿਨਣ ਪ੍ਰਭਾਵਿਤ ਹੁੰਦਾ ਹੈ। ਉਹ ਮਸ਼ੀਨਾਂ ਜੋ ਪ੍ਰਸੰਸਕਰਨ ਕਰਨ ਵਾਲੀਆਂ ਸ਼ਾਖਾਵਾਂ ਦੇ ਆਕਾਰ ਲਈ ਢੁੱਕਵੀਆਂ ਨਹੀਂ ਹਨ, ਉਹਨਾਂ ਨੂੰ ਘੱਟ ਚਿਪਿੰਗ ਕੁਸ਼ਲਤਾ ਅਤੇ ਵਧੇਰੇ ਮੁਰੰਮਤ ਸਮੱਸਿਆਵਾਂ ਦਾ ਸਾਹਮਣਾ ਕਰਨਾ ਪੈ ਸਕਦਾ ਹੈ।
ਮੈਨੂੰ ਗੁਰੂਤਾ-ਫੈਡ ਵਾਲੇ ਸਿਸਟਮ ਦੀ ਬਜਾਏ ਹਾਈਡ੍ਰੌਲਿਕ ਫੀਡ ਸਿਸਟਮ ਕਿਉਂ ਚੁਣਨਾ ਚਾਹੀਦਾ ਹੈ?
ਅਨਿਯਮਿਤ ਆਕਾਰ ਜਾਂ ਵੱਡੇ ਟੁਕੜਿਆਂ ਦੇ ਕੂੜੇ ਦੇ ਪ੍ਰਸੰਸਕਰਨ ਲਈ ਹਾਈਡ੍ਰੌਲਿਕ ਸਿਸਟਮ ਆਮ ਤੌਰ 'ਤੇ ਵਧੇਰੇ ਕੁਸ਼ਲ ਹੁੰਦੇ ਹਨ, ਖਾਸਕਰ ਕੱਠ ਲੱਕੜ ਲਈ, ਜੋ ਕਿ ਹੋਰ ਨਿਯਮਿਤ ਪ੍ਰਸੰਸਕਰਨ ਅਤੇ ਊਰਜਾ ਬੱਚਤ ਪ੍ਰਦਾਨ ਕਰਦੇ ਹਨ।